

|
| 01-20-2010, 04:35 PM | #156 | |
|
Lieutenant General
 679
Rep 10,584
Posts |
Quote:
I'll have it all cleaned up and looking spanking new soon 
__________________
 |
|
|
Appreciate
0
|
| 01-20-2010, 04:50 PM | #158 | ||
|
Lieutenant General
679
Rep 10,584
Posts |
Quote:
Quote:
I was pretty shocked at how pristine those pistons and cylinder walls look after 86k miles!!! almost 25k of those have been turbo'd. Proves the tuning was top notch.
__________________
|
||
|
Appreciate
0
|
| 01-20-2010, 06:26 PM | #161 | |
|
Lieutenant General
679
Rep 10,584
Posts |
Quote:
no marring, etching, signs of any detonation, etc. the pistons look fantastic.
__________________
|
|
|
Appreciate
0
|
| 01-29-2010, 05:20 PM | #162 |
|
Lieutenant General
679
Rep 10,584
Posts |
head is back from the machine shop along with my wastegate piping. Apparently the flanges on both ends were pretty well warped from the welding, explains why I couldnt get rid of the exhaust leaks!!
 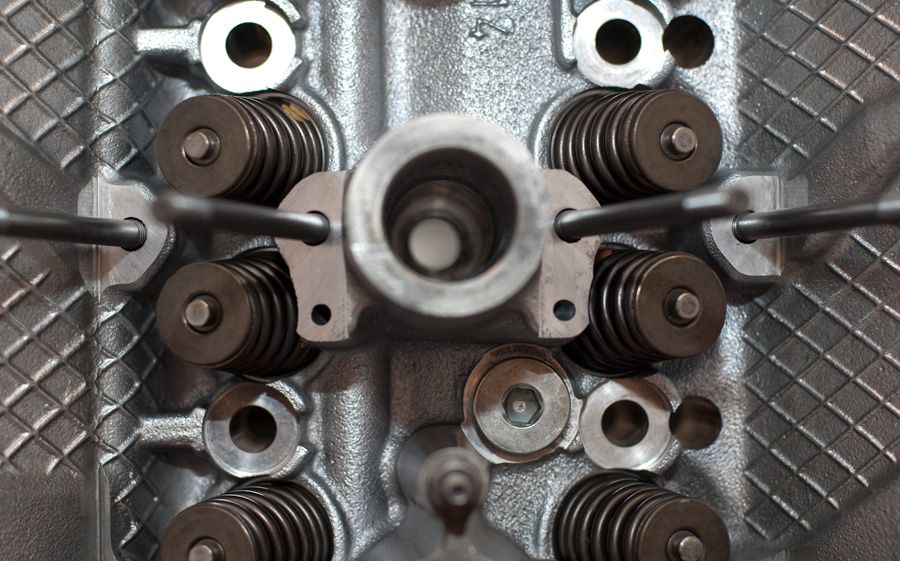   and the pooch looking at me like i'm crazy for having the head in the kitchen island like some sort of HP shrine 
__________________
|
|
Appreciate
0
|
| 02-04-2010, 03:34 PM | #164 | |
|
Lieutenant General
679
Rep 10,584
Posts |
Quote:
it didnt come to me that way I can assure you.
__________________
|
|
|
Appreciate
0
|
| 03-04-2010, 09:23 PM | #166 |
|
Lieutenant General
679
Rep 10,584
Posts |
hey guys, i'm back!!!
Went thru a pretty bad sinus reconstruction in early in early February and then the crazy ass blizzards we've had around here so no work on the car in wayyyy too long. Here is where I am now. Thanks to a great member here I got a great rundown on how to properly prep the block in car and get ready for oringing. Local member Boris is lending me his oring tool, thanks man! Today's progress, more will happen Saturday as i'm slammed tomorrow w plans in the evening. 1st step sealing the cylinders so no metal shavings or wd40 (which will be used as lubricant for the honing stones I'll be using on the block later) enter the cylinder which could certainly cause damage. I've been trying to figure out the best way. What I ended up was using 3" PVC screw in end caps and sanding down the threads to get just under a 3 3/8" OD which pretty closely seals the cylinder. I had to cut off the end blocks on the caps and glue them to the underside to reduce their height.  2 of the cylinders I cut a few circles w a 3.5" hole saw, or I should say Adam did. Put those on top of the PVC caps to bring the level up to make it easier to seal with Silicone.  Here is the end result, all nicely siliconed up so seal it. Silicone will be easy to remove after the block prep is done. 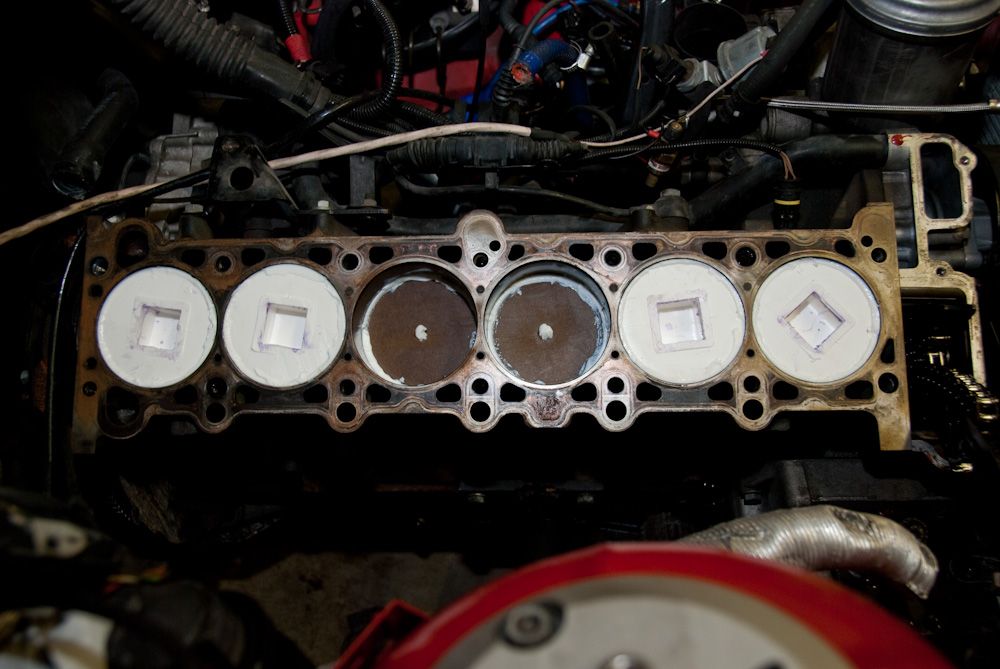 close up to see the level, its close to the block height but I made sure it was below by a few mm for clearance.  More to come and i'll try and keep it as detailed as possible. ================================================== ====== For more good news and a bit of fun, Adam got some new wheels for his ESS s/c M5 I am in love with these wheels, wish I could find a set for my M3. 18x9.5" in the rear and only 19lbs! Wrapped in 275 Ps2's in the rear. He's still having traction issues at the top end of 2nd gear and into 3rd.   and hows this for a clean interior on an e39, freshly detailed and a nice coat of Poorboy's Leather Stuff, the seats drank it up....and god the smell is good!  and a great addition to the garage, tankless hot water heater FTW!!!!  Adam hard at work  Giggity!! No more freezing hands baby 
__________________
|
|
Appreciate
0
|
| 03-04-2010, 10:56 PM | #168 | |
|
Lieutenant General
679
Rep 10,584
Posts |
Quote:
estimated 460whp or so. We'll see soon enough. See here:
__________________
|
|
|
Appreciate
0
|
| 03-06-2010, 11:46 AM | #169 | |
|
Lieutenant General
679
Rep 10,584
Posts |
BLOCK PREP
many thanks to Don - dcvee for this technique, he was nice enough to take his time and explain this in a PM to me. Thanks man! 1st up use plastic scrapers you can pick up at Home Depot for a few bucks and lacquer thinner to get the top of the block clean, removing all gasket material. 2 honing block in 6"x2"x1" in both coarse and fine from McMaster.  The coarse block before being used.  Now that I had the block all sealed up, I can use wd40 for honing oil without it getting down into the bores and damaging things. started with the coarse block, wet it with wd40. Start from the front of the block by cyl 1 and with the stone hanging over each side of the block use even pressure and small circular movements and grind all the way to the back of the block. Keep the stone hanging over the block at all times! Work from front to back, then back to front. This is one pass. I did 2 passes with the coarse, keeping it well lubed. Then wipe clean with lacquer thinner and do 1 more pass. here is what the block looked like after 2 passes.   Then use the fine block and do 3 passes with the same technique.  Me hard at work, shoulders started getting tired!  Again clean the block really well w the LT. Now take some 400 grit aluminum oxide wet sand paper and wrap it around one of the blocks, wet with wd40...spray the block too. Make 6 passes with the sandpaper. this will really smooth it out and bring up the shine. and you end up with this after you clean it all up.  and after the bore plugs are removed and cleaned. 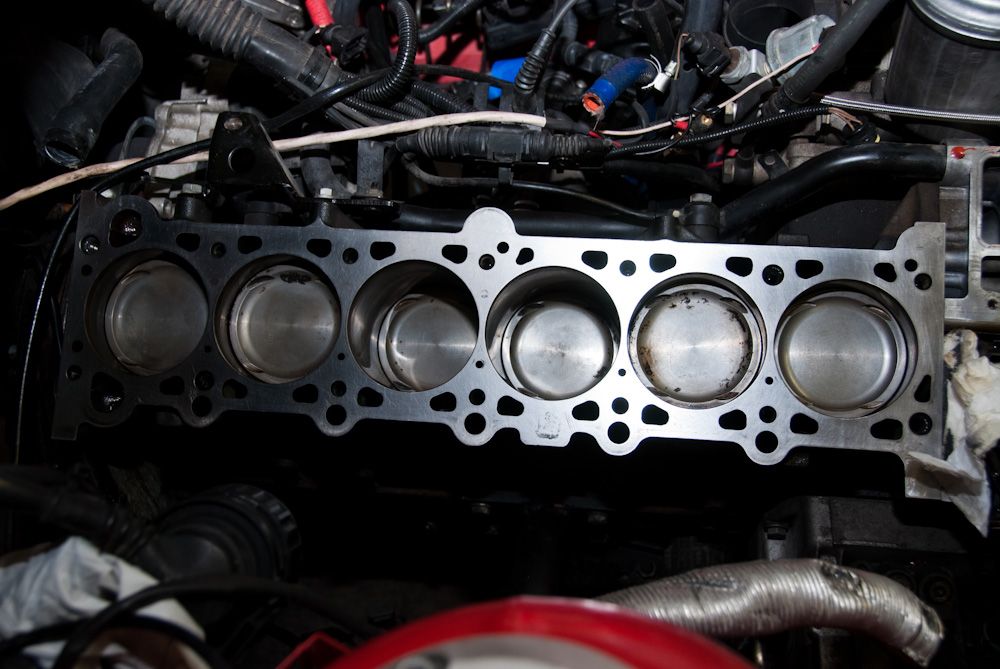   Quote:
__________________
Last edited by Sniz; 03-16-2010 at 09:07 AM.. |
|
|
Appreciate
0
|
| 03-06-2010, 01:13 PM | #171 | |
|
Lieutenant General
679
Rep 10,584
Posts |
Quote:

__________________
|
|
|
Appreciate
0
|
| 03-07-2010, 08:21 PM | #172 |
|
Lieutenant General
679
Rep 10,584
Posts |
Spent the afternoon working on the car again. Spoke with Donovan and Boris today picking their brains on how to use the Isky Groov-Matic oringer. Once I really took a good look at the thing it was pretty obvious how it worked. they did however have a few very helpful hints that I put to good use.
Before I get into this at all, quick question........how much of the .041 copper wire should I leave exposed above the block? I've heard between .015 and .008, thats a big difference. Any defenite answer for use with a MLS hg?? anywho. 1st thing is 1st. The tool is pretty sweet, does a great job assuming your patient and use your head. My car as it stands before I started today. It was SOOOO nice to be able to work with garage doors open instead of huffing kerosene fumes all afternoon. Bring on the warm weather!!!  Adams sweet Ranger bass boat, cant wait to spend some time out on the water chasing the hogs this year :redspot  Ok, the important stuff Important that the block is well prepped BEFORE you begin this. Dont oring before you prep the block. 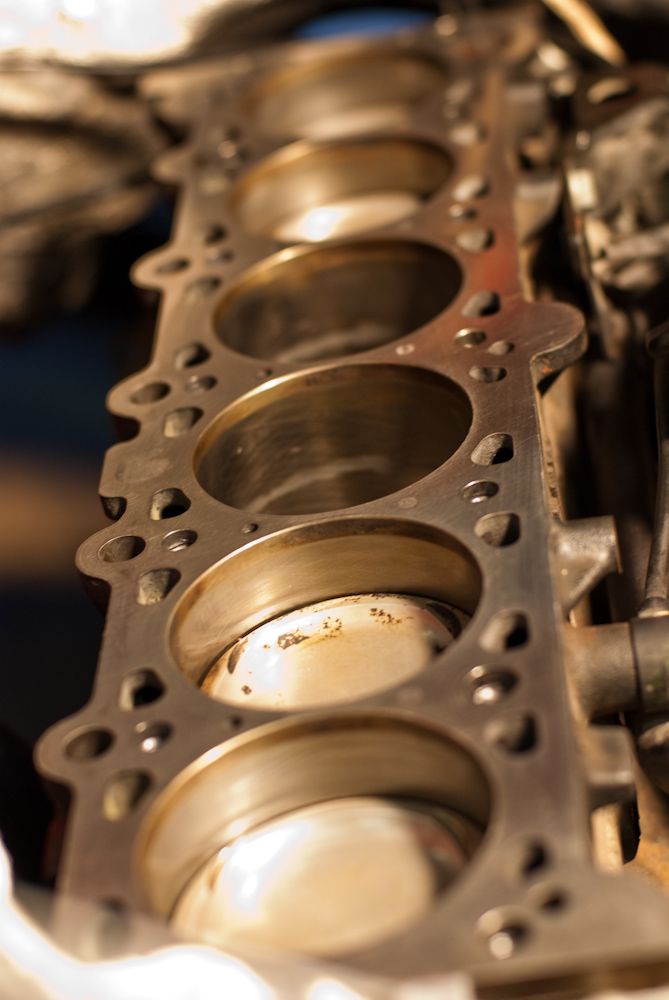 The Isky Grooooooooooooov-Matic. This one belongs to Donovan so I put in this little shameless plug for MaxPsi. Thanks man, HOVA ended up sending it to me instead of back to D. I was going to borrow Boris's but this showed up Friday....might as well use it right?  It has 3 adjustments. The 1/2" bolt on top pushes the 4 "spanners" out to make solid contact with the cylinder walls and place the 4 pins on top of block. There are 2 allen screws that control the distance outside the bore you cut and another for depth. Thats it really. I decided to tape up the coolant/oil passages again to keep the grease and shavings out. I'm still going to flush these passages before reassembly but might as well not get thick grease down there.  After the grease was applied along the cylinder walls to help the oringer move and on top of the block to catch the shavings. 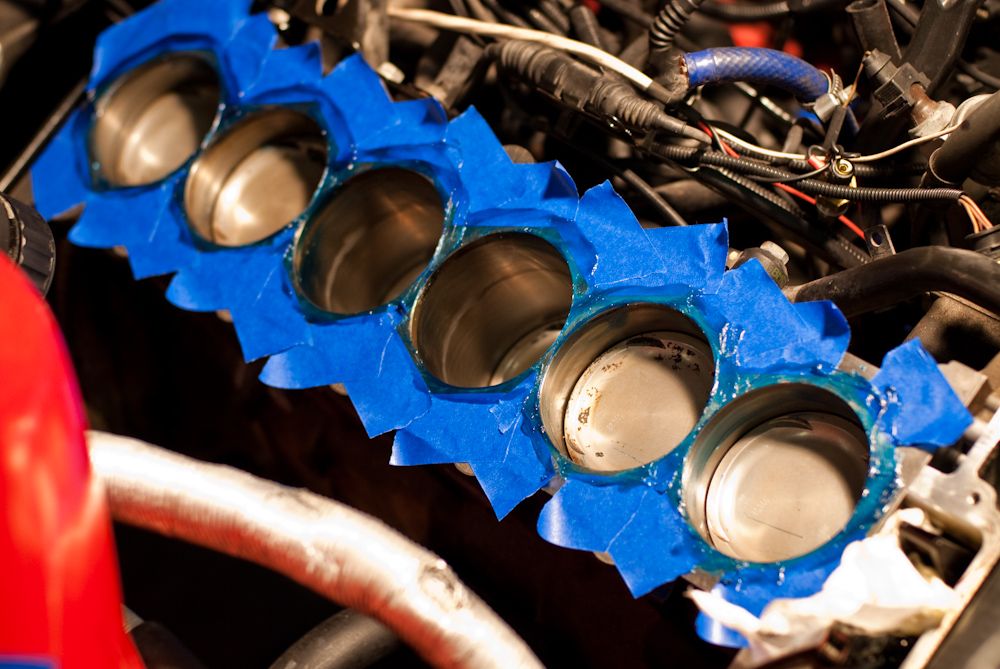 1st step for adjustment.....setting the cutting distance outside the bore. On the S52 you need to do a figure 8 style oring so they will intersect between each cylinder. YOu just have to play with the settings and get it right. Per Boris's advice I put a nice thick layer of grease on top, set the depth to not really cut into the block but just the grease and adjusted from there. Ended up with this after setting depth a tiny but below the block to see a cut. pretty good!  Now for depth. Since we use a .041 wire you cut 4 pieces of it, put them under the 4 pins, then use a feeler gauge under the cutting blade to set your depth. I started with .031 under the blade to cut .01 into the block. Then moved down from there until I had cut .016 into the block making .015 of the wire exposed. If I need to cut in more I can, but I cant add the material back so I stopped there. You can see the 4 pieces of wire here 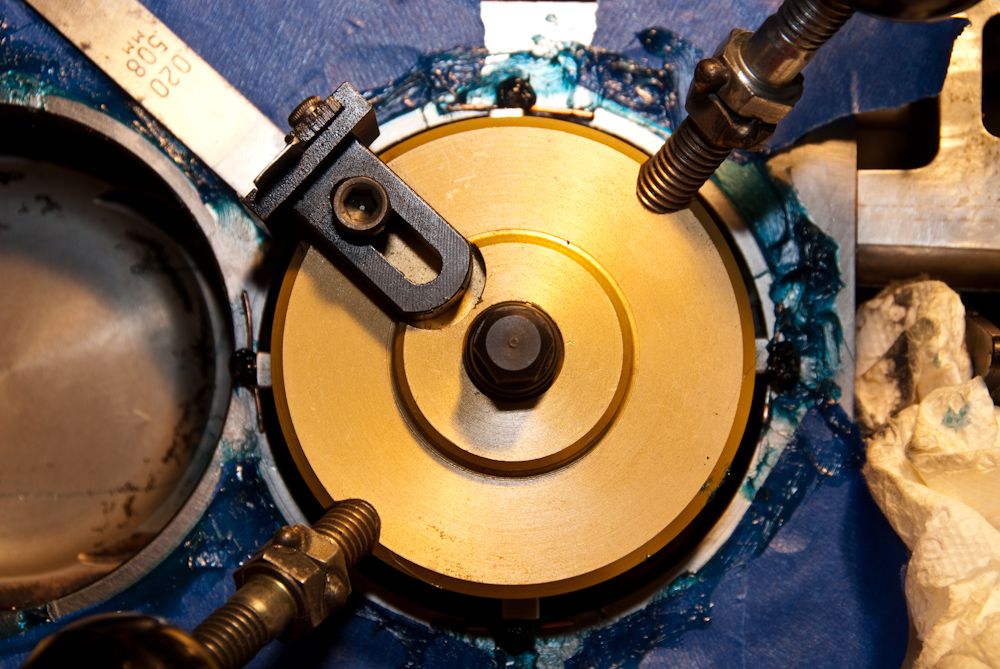 and clearer here, also note the feeler under the blade for depth adjustment.  Start at either cyl 1 or cyl 6 and kick that blocks ass.....seemed 8-12 full rotations were needed for each cut. Meeting in the middle nicely 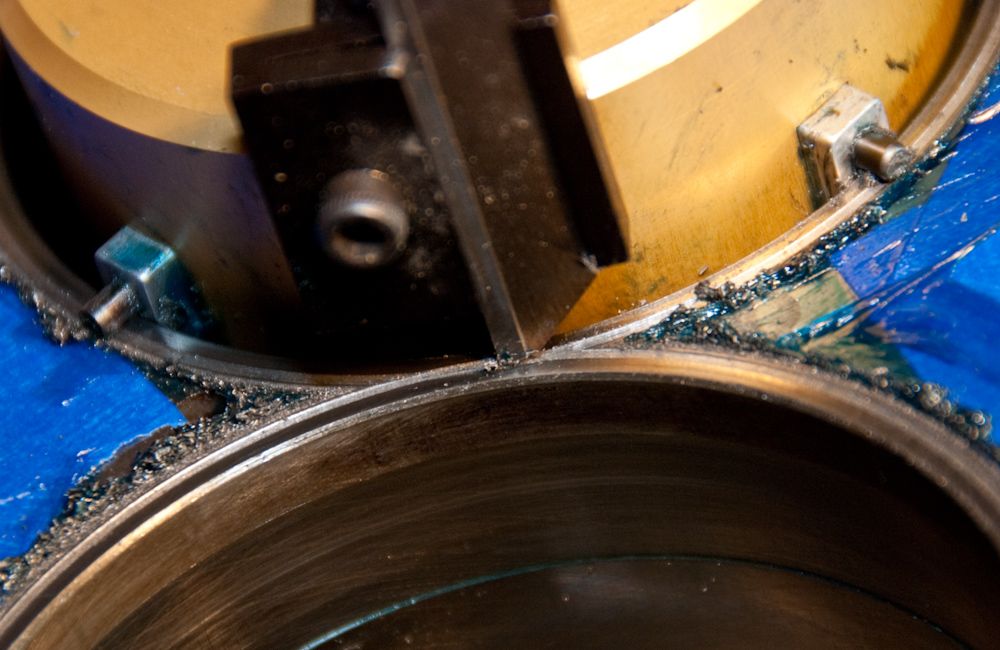 Somewhere in the middle of the job  all finished for today :buttrock, as you can see the pins rotating on top of the block will clean the grease away.  Tomorrow I hope to install the wire assuming I get the answer I need on the depth. 
__________________
|
|
Appreciate
0
|
| 03-07-2010, 08:34 PM | #173 |
|
Banned

170
Rep 12,680
Posts Drives: like an asshole Join Date: Feb 2008
Location: Chicago Burbs
|
Awesome diy instructions. I'd never do this but nice to see how it's done. Looking forward to the next steps.
|
|
Appreciate
0
|
| 03-07-2010, 09:11 PM | #174 |
|
UrMother

38
Rep 639
Posts |
This is gonna be crazy.
After everything is done and finished with how much $ are you gonna be down and how much you looking to resale if you do decide to part with it and what numbers are you expecting in finished project? Just the exterior of that M3 looks flawless. Thinking to get rid of my 335 after warrantys gone and get a e36 M3 as well.
__________________
My Car drives on Sour Diesel and Haze.
Dutch and Green Palma's for Octane Boost Poor Man's BMW Owner. |
|
Appreciate
0
|
| 03-07-2010, 09:18 PM | #175 | |
|
Brigadier General

230
Rep 4,726
Posts |
Quote:
Nice progress, gonna be a beast.
__________________
 |
|
|
Appreciate
0
|
| 03-07-2010, 09:41 PM | #176 |
|
I like cars


338
Rep 5,051
Posts |
I EXCITE!
__________________
My photostream: http://www.flickr.com/photos/racelap/
|
|
Appreciate
0
|
Post Reply |
| Bookmarks |
|
|














